
全自動噸袋包裝機賦能化工企業:農用硫酸鉀包裝實現高效升級
全自動噸袋包裝機賦能化工企業:農用硫酸鉀包裝實現高效升級
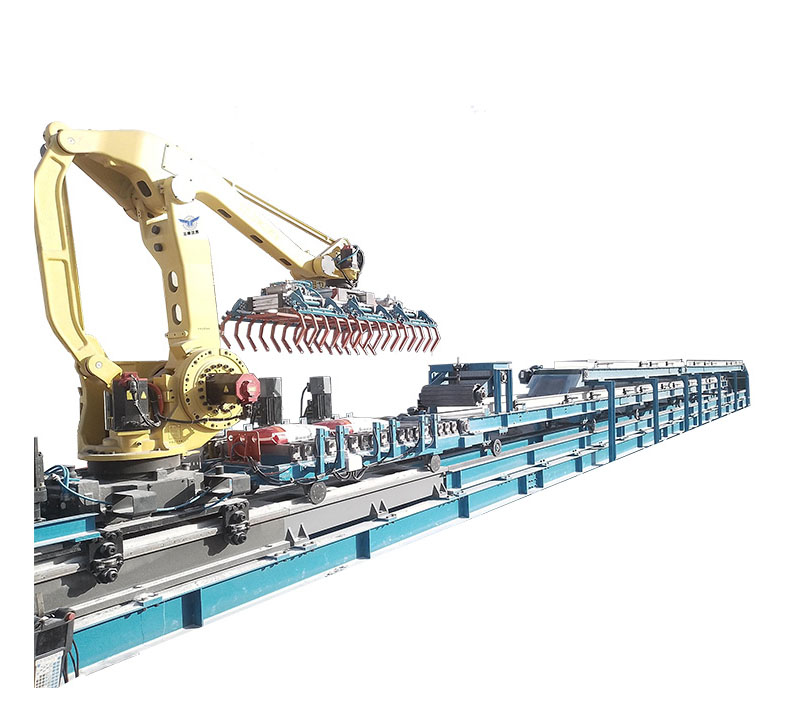
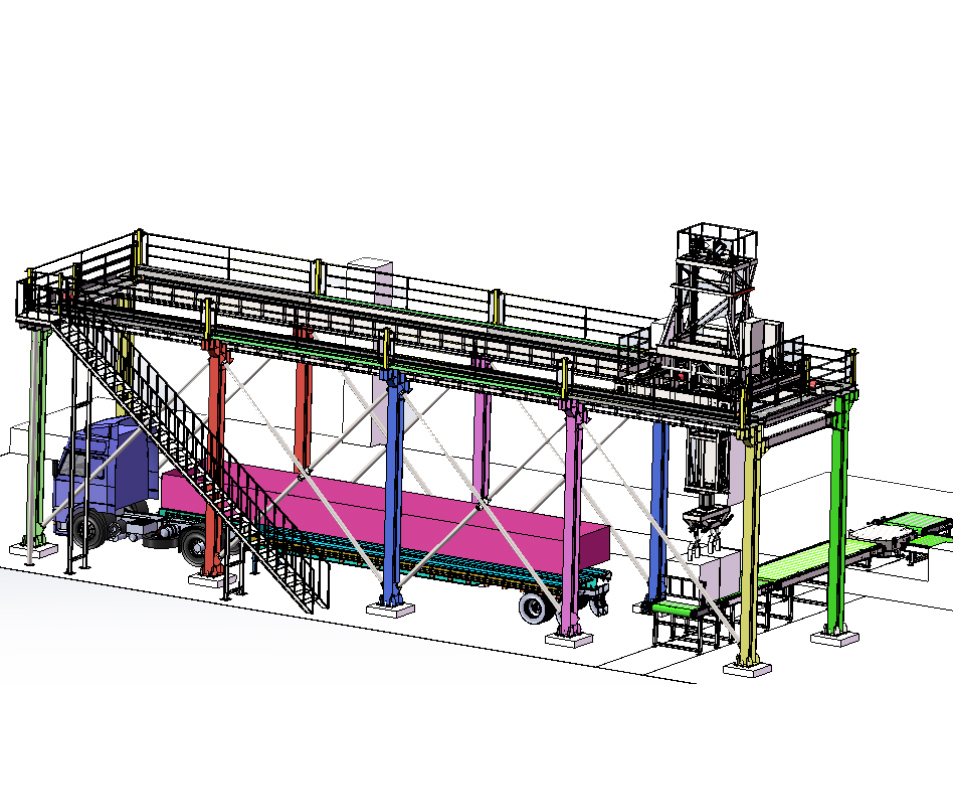
在化工生產中,農用硫酸鉀等粉粒體物料的噸袋包裝環節長期面臨效率低、人力成本高、粉塵污染等問題。某大型化工企業通過引入三維漢界制造的全自動噸袋包裝機,成功實現包裝流程的智能化升級,并且和噸袋全自動裝車機進行聯合作業,顯著提升生產效率的同時,年節省成本超百萬元,成為行業降本增效的標桿。

一、傳統包裝痛點倒逼技術革新
該企業原有硫酸鉀噸袋包裝依賴人工操作,存在明顯短板:
- 效率低下:人工套袋、稱重、縫包耗時耗力,單袋包裝需3人配合,日均產能不足200噸;
- 成本高企:人力成本占比超包裝環節總成本的60%,且招工難問題突出;
- 精度波動:人工稱重誤差達±1.5%,導致產品損耗和客戶投訴;
- 安全隱患:粉塵外溢影響工人健康,體力勞動易引發工傷。
二、全自動噸袋包裝機核心優勢解析
針對行業痛點,企業引入的全自動噸袋包裝機通過技術突破實現全面升級:
1. 全流程自動化,效率提升300%
- 集成自動上袋、精準稱重、除塵充填、智能縫包等功能,單機1人值守即可完成作業;
- 包裝速度達15-20袋/小時,單袋承重1-2噸,日產能突破500噸;
- 稱重精度≤±0.2%,年減少物料損耗超50噸。
2. 模塊化設計降本顯著
- 設備采用快拆式結構,維護耗時降低70%;
- 能耗較傳統設備下降30%,包裝袋破損率<0.1%;
- 人力成本節約80%,年直接節省人工費用約150萬元。
3. 環保與安全雙提升
- 配備脈沖除塵系統,粉塵濃度控制<5mg/m³,達國家職業衛生標準;
- 機械手替代人工搬運,杜絕腰部勞損等職業傷害;
- 防爆設計通過ATEX認證,適用于易燃易爆化工環境。
三、應用成效與行業啟示
該化工企業投用全自動噸袋包裝機后,成效顯著:
- 經濟效益:年綜合成本降低200萬元,投資回報周期縮短至1.2年;
- 產能釋放:包裝車間產能提升2.3倍,支持企業新增3條產線;
- 品質提升:產品計量投訴率下降至0.02%,客戶續單率增長15%。
行業推廣價值:
農用硫酸鉀、復合肥、聚丙烯等粉粒體化工產品的包裝場景均可復制此模式。據測算,年產10萬噸級化工企業采用全自動噸袋包裝方案,可年均增效400萬元以上,同時契合智能制造與綠色工廠發展趨勢。
總之,全自動噸袋包裝機的應用,不僅解決了傳統包裝環節的“卡脖子”問題,更通過“機器換人+數據驅動”重構生產流程。對于化工企業而言,此類智能化改造既是應對勞動力成本上漲的必然選擇,也是邁向高端制造的必經之路。未來,隨著5G、AI視覺等技術的深度融合,無人化包裝車間將成為行業標配。








 ??魯公網安備 ?37040202006018號
??魯公網安備 ?37040202006018號
